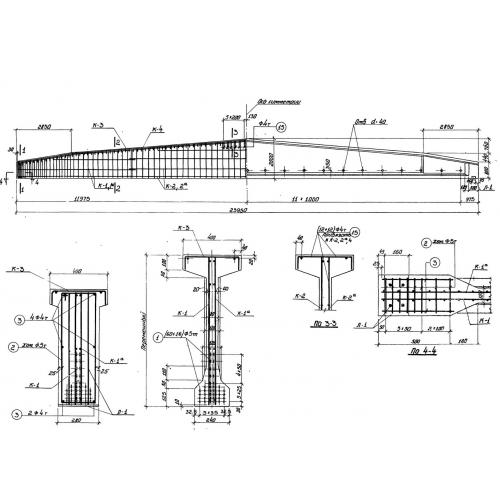
Балки струнобетонные предварительно напряженные Б 1-24-3 - высокопрочный строительный элемент, применяемый для покрытий производственных зданий с рулонной кровлей. Согласно, Серии ПК 01-06 балки разработаны нескольких размеров для зданий с пролетами 12, 15, 18 и 24 метра с шагом колонн 6 метров. Данный конструктивный элемент может применяться в зданиях с крупнопанельными плитами 1,5х6,0м. и 3,0х6,0м. и плитами с подвесным транспортом или без него, с фонарями и без них. Изделие разработано специальной формы для двускатной кровли. Для возможности пропуска электропроводки, предусмотрены отверстия диаметром 40 мм. через каждые 1000 мм.
1.Расшифровка маркировки
Для всех железобетонных элементов и конструкций разрабатывается лаконичная маркировка. Марка изделия составляется исходя из основных характеристик изделия. Рассмотрим подробнее расшифровку на примере маркировки балки Б 1-24-3 где:
1. Б 1 - тип конструкции - балка;
2. 24 - длина пролета;
3. 3 - нагрузка.
Посредством маркировки изделие прописывается на рабочих чертежах. На складе готовой продукции все балки должны быть промаркированы, это делается для возможности сортировки и последующего обнаружения.
2.Материалы и производство
Изготовление балок многоэтапный процесс, запроектированный на заводе или полигоне. Необходимо обеспечивать пооперационный контроль производства. Производство балок осуществляется с соблюдением правил техники безопасности. Бетонирование балок осуществляется по стендовой технологии в рабочем положении. Основным производственным материалом является тяжелый конструктивный бетон марки 400, для балок под пролеты 18 и 24 метра используется бетон марки 500. Все компоненты для приготовления бетонной смеси должны быть сертифицированным. Марка бетона по водонепроницаемости и морозостойкости выбирается исходя из будущих условий эксплуатирования. Прочность балки достигается армированием. В качестве напрягаемой рабочей арматуры принята холоднотянутая проволока периодического профиля диаметром 5 мм. по ГОСТ 8480-57. Сварные каркасы собираются из низколегированной стали периодического профиля марки 25Г2С по ГОСТ 7314-55. Бетонирование балки производится непрерывно, но не более 2-х часов. Если изделия будет применяться в условиях агрессивной среды, разрабатываются дополнительные мероприятия по его защите.
Готовые балки проверяются на качество изготовителем. Проверятся бетонная поверхность, она должна быть ровной без сколов, трещин и раковин. Габаритные размеры должны совпадать с показателями, указанными на рабочих чертежах. Закладные детали должны быть чистыми без бетонных наплывов. Не допускаются бетонные обвалы с оголением арматурных стержней. Отпущенные изделия снабжаются документом, подтверждающим их качество. Паспорт качества заполняется на фирменном бланке производителя, и подписывается начальником отдела технического контроля.
3.Транспортировка и хранение
Складируются балки, рассортированные по маркам и выпущенным партиям. Хранятся изделия в рабочем положении с обязательной опорой на инвентарные изделия. Место хранения балок должно быть обеспечено удобными подъездными путями. Подъем, разгрузку, монтаж производят специальной техникой. Следует исключить действия, которые могут привести к нарушению целостности продукции, например свободное падение. Перевозят балки специальным транспортом, имеющим подходящую грузоподъемность. Комплекс погрузочно-разгрузочных работ производить с соблюдением техники безопасности.